



弧焊是电弧在焊剂层下进行焊接的方法,这种方法是利用焊丝与焊件之间在焊剂层下燃烧的电弧产生热量,熔化焊丝、焊剂和母材金属而形成焊缝,连接被焊工件。在埋弧焊中,颗粒状焊剂对电弧和焊接区起保护和合金化作用,而焊丝则用作填充金属。
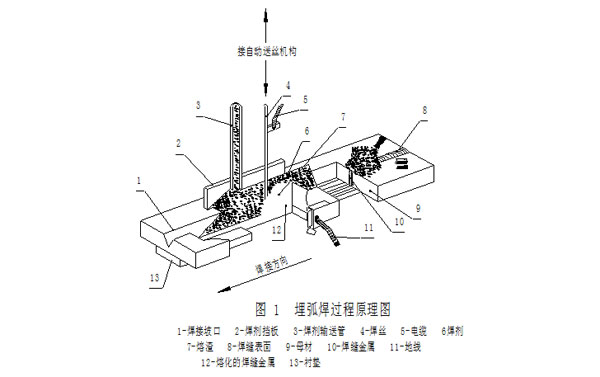
埋弧过程原理如图1所示。焊丝和工件分别与焊接电源的输出端相接。
焊丝由送丝机构连续向覆盖焊剂的焊接区给送,电弧引燃后,焊剂、焊丝和母材在电弧热的作用下立即熔化并形成熔池,熔化的熔渣覆盖住熔池金属及高温焊接区,起良好的保护作用,未熔化的焊剂亦具有隔离空气屏蔽电弧光和热的作用,并提高了电弧的热效率。
熔融的焊剂与熔化金属之间可产生各种冶金反应,正确地控制这些冶金反应的进程,可以获得化学成分、力学性能和纯度符合预定技术要求的焊缝金属。同时焊剂的成分也影响到电弧的稳定性,电弧柱的高温度以及热分布。熔渣的特性也对焊道外表的成形起一定的作用。
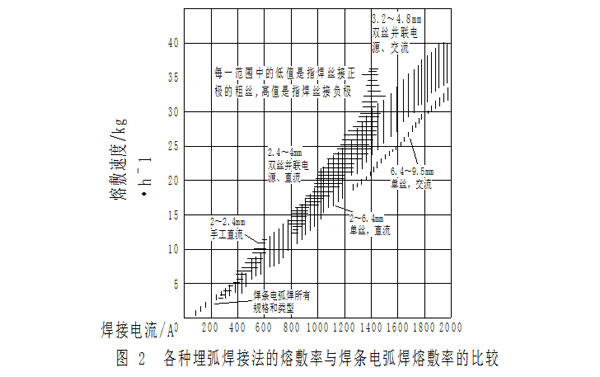
埋弧焊时可以采用较短的焊丝伸出长度并可在焊接过程中基本保持不变,焊丝可以较高的速度自动给送,因此可以采用大电流进行焊接,从而可达到相当高的熔敷率。图2对比了手工弧焊和各种埋弧焊方法的熔敷率,埋弧焊的熔敷率可比手工电弧焊高1-10倍;其次,埋弧焊是一种高电流密度焊接法,具有深熔的特点,一次熔透深度可达20mm以上,因此,它是一种高生产率焊接法。
手工埋弧焊时,焊丝由送丝机构通过软管给送,焊头的移动由焊工手工操作并控制焊接速度。埋弧焊时,整个焊接过程,如启动、引弧、送丝、焊机(或工件)移动以及焊接结束时填满弧坑等全由焊机机械化控制,焊工只需按动相应的按钮。
综上所述,埋弧焊接法具有下列主要特点:第 一,埋弧焊是一种高 效焊接法,不仅熔敷率高,而且具有深熔能力,30mm以下的对接接头可以不开坡口或开浅坡口焊成全焊透的焊缝;第二,埋弧焊时电弧及焊接区受到良好的保护、焊缝质量优良,致密性好,且焊缝外观平整光滑,易于控制焊道的成形,能够满足对焊缝各种性能的要求;第三,简化坡口准备,节省大量的焊接材料;第四,焊接过程无弧光刺激,易于实现焊接过程的机械化、自动化,改善了焊工的劳动强度。
| 下一条:MIG/MAG CO2弧焊机保养方法 |

 电话
电话
 产品中心
产品中心
 解决方案
解决方案
 联系我们
联系我们